
TecnoCervez.com
Tecnología Cervecera |
¿Estás buscando información sobre tecnología cervecera?
TecnoCervez.com reúne conocimiento técnico sobre los procesos, equipos, controles y sistemas que intervienen en la producción de cerveza.
El sitio organiza la tecnología cervecera desde una perspectiva práctica e industrial, abarcando desde las materias primas y la producción del mosto hasta la fermentación, maduración, estabilización, envasado y cerveza terminada.
Materias primas
Las materias primas son la base de la producción cervecera y determinan gran parte de la calidad, estabilidad y perfil sensorial de la cerveza. Históricamente, las cuatro materias primas básicas son agua, malta, lúpulo y levadura, cada una con una función específica dentro del proceso:


Agua
El agua es la materia prima utilizada en mayor cantidad durante la producción de cerveza y uno de los factores más importantes para la calidad del producto final. Su composición mineral, pureza, sabor y disponibilidad influyen directamente en el proceso cervecero y en las características de la cerveza. Por esta razón, el control y tratamiento del agua son aspectos fundamentales dentro de una cervecería.

Malta
La malta es una de las materias primas principales en la elaboración de cerveza y constituye la fuente básica de extracto fermentable. A partir de ella se obtienen los azúcares que la levadura transformará en alcohol y CO₂ durante la fermentación. Además, la malta aporta compuestos fundamentales para el cuerpo, color, espuma, aroma y sabor de la cerveza, por lo que su selección y calidad tienen una influencia directa en el perfil del producto final.

Lúpulo
El lúpulo es una materia prima esencial en la producción de cerveza, utilizada principalmente por sus resinas amargas y aceites esenciales. Estos compuestos aportan amargor, aroma y carácter sensorial, además de contribuir a la estabilidad microbiológica, gracias a sus propiedades bacteriostáticas, y a la estabilidad de la espuma. La variedad de lúpulo, su composición, forma de procesamiento y momento de adición durante el proceso cervecero influyen directamente en el perfil final de la cerveza.

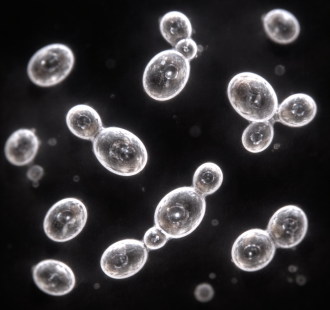
Levadura
La levadura cervecera es el microorganismo responsable de transformar los azúcares del mosto en alcohol y dióxido de carbono durante la fermentación. Además, produce compuestos que influyen directamente en el aroma, sabor y perfil sensorial de la cerveza. En cervecería se utilizan cepas seleccionadas, principalmente del género Saccharomyces, adaptadas a diferentes estilos y procesos. Su correcta selección y manejo son fundamentales para obtener una fermentación eficiente, estable y reproducible.

Adjuntos
Los adjuntos cerveceros son materias primas utilizadas para complementar o sustituir, normalmente de forma parcial, la malta de cebada en la producción de cerveza. Pueden ser cereales malteados o no malteados, azúcares o jarabes, y presentarse en forma sólida o líquida. Su utilización permite ajustar características como el cuerpo, color, sabor, fermentabilidad y contenido alcohólico.
Producción del mosto
La producción del mosto comprende el conjunto de operaciones en las que las materias primas cerveceras son transformadas en un líquido rico en azúcares fermentables, nutrientes y compuestos esenciales para la fermentación. En esta fase se definen parámetros fundamentales como el extracto, la fermentabilidad, el color, el amargor y la composición del mosto. Su correcto control es clave para garantizar una fermentación eficiente y obtener una cerveza estable, equilibrada y de calidad.

Transporte, almacenamiento y limpieza de los cereales
Son etapas previas fundamentales para garantizar una materia prima segura, homogénea y apta para el proceso cervecero. Un manejo adecuado permite reducir impurezas, evitar contaminaciones y conservar la calidad del grano hasta su utilización en la producción del mosto.

Molienda de la malta y adjuntos sólidos
La molienda prepara la malta y los adjuntos sólidos para la maceración, aumentando la superficie de contacto y facilitando la extracción del extracto. Su control es fundamental para lograr una buena eficiencia, evitar problemas de filtración y mantener la calidad del mosto.

Maceración
La maceración es la etapa en la que la malta molida y los adjuntos se mezclan con agua, aplicando calentamientos y mantenimientos de temperatura bajo condiciones controladas de tiempo, temperatura y pH. Durante este proceso, las enzimas transforman el almidón en azúcares fermentables y se extraen compuestos esenciales para la composición del mosto.

Filtración del mosto
La filtración del mosto separa el mosto líquido de los sólidos insolubles provenientes de la malta y los adjuntos. Esta etapa permite obtener un mosto claro, recuperar el extracto retenido en el bagazo y asegurar una composición adecuada para las siguientes fases del proceso.

Precalentamiento del mosto
El precalentamiento del mosto eleva eficientemente su temperatura antes de la cocción, mediante intercambio térmico durante la transferencia del tanque de mosto filtrado al cocedor, normalmente con recuperación de energía, reduciendo el tiempo de calentamiento, la carga térmica y favoreciendo la calidad del producto y la capacidad de la sala de cocción.

Cocción del mosto
La cocción del mosto es una etapa clave en la que se inactivan las enzimas, se concentra y esteriliza el mosto, se coagulan proteínas y se forman complejos precipitables con polifenoles. Además, permite eliminar sustancias volátiles indeseables, disolver compuestos del lúpulo, isomerizar sus compuestos amargos y favorecer otras reacciones que influyen en el color, sabor, aroma y estabilidad del mosto.

Separación del turbio caliente
La separación del turbio caliente elimina del mosto, principalmente por sedimentación en caliente, los sólidos formados durante la cocción, como complejos de proteínas y polifenoles, junto con partículas insolubles procedentes del lúpulo. Esta etapa permite obtener un mosto más limpio antes del enfriamiento y favorece la calidad, estabilidad y fermentación posterior.

Enfriamiento y oxigenación del mosto
El enfriamiento del mosto se realiza en línea mediante un intercambiador de calor, durante su transferencia desde el whirlpool o sedimentador hacia los fermentadores, y debe ser lo más rápido posible, normalmente en unos 45 minutos. En esta misma línea se efectúa la oxigenación, aportando el oxígeno necesario para el crecimiento inicial de la levadura. Esta etapa debe realizarse de forma higiénica y controlada.
Bloque frío
La tecnología del bloque frío comprende las etapas posteriores a la producción del mosto, donde este es transformado progresivamente en cerveza terminada. En esta fase se definen gran parte del perfil sensorial, la estabilidad físico-química y la calidad microbiológica del producto. Su control adecuado es fundamental para obtener una cerveza limpia, estable y consistente antes del envasado:


Tratamiento del turbio frío
El tratamiento del turbio frío puede realizarse después del enfriamiento y aireación del mosto, aunque actualmente su aplicación es limitada cuando existe una separación eficiente del turbio caliente. Este turbio está formado principalmente por complejos de proteínas y polifenoles generados durante el enfriamiento. Su separación puede realizarse por filtración, flotación o centrifugación, pero no debe ser completa, ya que una cantidad controlada contribuye al cuerpo, sabor y estabilidad de la espuma de la cerveza.
Gestión de levadura
La gestión de levadura comprende la selección, manejo, dosificación, recuperación y control de las cepas utilizadas en la fermentación cervecera. Una levadura sana, pura y vital garantiza una fermentación eficiente, estable y reproducible. Su correcto control influye directamente en la producción de alcohol y CO₂, así como en la formación de compuestos que definen el aroma, sabor y carácter de la cerveza.

Tecnología de la fermentación
La fermentación es la etapa en la que la levadura transforma los azúcares del mosto en alcohol, CO₂ y compuestos que definen el aroma, sabor y carácter de la cerveza. Su control requiere condiciones adecuadas de temperatura, presión, oxígeno inicial, nutrientes, pH y dosificación de levadura. Una fermentación bien conducida garantiza una cerveza equilibrada, estable y con el perfil sensorial deseado.

Guarda y maduración
La guarda o maduración es la etapa en frío en la que la cerveza joven se clarifica, se estabiliza y desarrolla un perfil sensorial más equilibrado. Durante este proceso sedimentan levaduras y compuestos formadores de turbidez, se reduce la presencia de sustancias indeseables y se favorece la saturación natural de CO₂. Su correcto control mejora la estabilidad, la filtrabilidad y la calidad final de la cerveza.

Filtración de cerveza
La filtración de cerveza elimina levaduras, proteínas, polifenoles y otras partículas en suspensión, mejorando su claridad, brillo y estabilidad física. Esta etapa debe realizarse de forma controlada para obtener una cerveza limpia y estable, evitando pérdidas innecesarias de cuerpo, aroma y sabor.

Estabilización
La estabilización busca mantener la calidad de la cerveza durante su vida útil, evitando la formación de turbidez, alteraciones microbiológicas y deterioro oxidativo. Para ello se aplican métodos de estabilización coloidal, microbiológica y oxidativa, que ayudan a conservar la claridad, el sabor y la estabilidad del producto hasta su consumo.

Carbonatación y blending
La carbonatación y el blending son etapas finales de ajuste de la cerveza antes del envasado. La carbonatación permite alcanzar el nivel deseado de CO₂ disuelto, mientras que el blending permite corregir o estandarizar principalmente el extracto original o el contenido alcohólico. Su control es fundamental para garantizar la uniformidad del producto final.

Almacenamiento en tanques de cerveza
La cerveza terminada se almacena antes del envasado en tanques de cerveza final. En ellos se mantiene la cerveza ya filtrada, estabilizada, carbonatada y, cuando corresponde, ajustada por blending, bajo condiciones controladas de temperatura, presión. Su función es conservar la calidad del producto hasta la llenadora, evitando pérdidas de CO₂, incorporación de oxígeno, contaminación microbiológica o cambios sensoriales antes del envasado.
Tecnología de envasado
La tecnología de envasado comprende las operaciones finales destinadas a proteger la cerveza y presentarla al consumidor en condiciones óptimas de calidad. En esta etapa se busca evitar la incorporación de oxígeno, prevenir contaminaciones microbiológicas y garantizar el correcto llenado, cierre y presentación del producto. Su control es fundamental para conservar la estabilidad, frescura y vida útil de la cerveza.


Envasado en botellas de vidrio
El envasado en botellas de vidrio es una de las formas más tradicionales y utilizadas para la comercialización de cerveza. Incluye operaciones como el lavado o enjuague de botellas, llenado, cierre, control de nivel y, cuando aplica, pasteurización. Durante esta etapa es fundamental minimizar la incorporación de oxígeno y evitar contaminaciones, garantizando la estabilidad, frescura y presentación final del producto.

Envasado en latas
El envasado en latas es una alternativa ampliamente utilizada por su ligereza, resistencia y buena protección frente a la luz. Incluye operaciones como el enjuague de latas, llenado, cierre, control de nivel y, cuando aplica, pasteurización. Durante esta etapa es fundamental minimizar la incorporación de oxígeno y garantizar un cierre hermético, asegurando la estabilidad, frescura y vida útil de la cerveza.

Envasado en kegs (barriles)
El envasado en kegs permite acondicionar la cerveza para su distribución y servicio en sistemas de barril, especialmente en bares, restaurantes y eventos. Incluye operaciones como lavado, sanitización, presurización, llenado y control de cierre. Durante esta etapa es fundamental evitar la incorporación de oxígeno y asegurar condiciones higiénicas adecuadas para mantener la estabilidad, frescura y calidad de la cerveza.
Servicios auxiliares
Las utilidades comprenden los sistemas auxiliares necesarios para mantener la operación continua y eficiente de la cervecería, como vapor, agua, frío, aire comprimido, CO₂ y energía eléctrica. Aunque no forman parte directa del producto, son esenciales para el funcionamiento de los procesos de producción, limpieza, enfriamiento, envasado y control de calidad. Su correcta gestión influye directamente en la eficiencia, seguridad y estabilidad operacional de la planta.


Recuperación del gas carbónico
La recuperación del gas carbónico permite captar, purificar, secar y almacenar el CO₂ generado durante la fermentación para su reutilización en la cervecería. Este sistema reduce el consumo de CO₂ externo y asegura disponibilidad para operaciones como carbonatación, contrapresión, purgas y protección contra la oxidación. Su correcta gestión contribuye a la eficiencia, sostenibilidad y estabilidad del proceso.

Generación de vapor
La generación de vapor es una utilidad esencial en la cervecería, utilizada principalmente para el calentamiento en procesos como maceración, cocción, limpieza CIP y sanitización. Su correcta producción y distribución garantizan una transferencia térmica eficiente, segura y estable. Además, el control de la calidad del agua de alimentación y del tratamiento químico es fundamental para proteger las calderas y asegurar la continuidad operacional.

Refrigeración
La refrigeración es una utilidad fundamental en la cervecería, utilizada para controlar la temperatura durante la fermentación, maduración, estabilización y almacenamiento de la cerveza. Su correcta gestión permite mantener condiciones térmicas estables, conservar el CO₂ disuelto, proteger la calidad del producto y asegurar la eficiencia energética de la planta.

Aire comprimido
El aire comprimido es una utilidad esencial en la cervecería, utilizada para accionar válvulas, instrumentos, sistemas neumáticos y equipos de proceso o envasado. Su calidad debe ser controlada, especialmente cuando puede estar en contacto directo con el producto o con superficies en contacto con la cerveza, evitando humedad, aceite y partículas. Una red bien dimensionada y tratada garantiza seguridad, eficiencia y continuidad operacional.

Tratamiento de agua residual
El tratamiento de agua residual permite depurar los efluentes generados durante la producción, limpieza y envasado de la cerveza antes de su descarga o reutilización. Su objetivo es reducir, entre otros parámetros, la carga orgánica, sólidos en suspensión, pH extremo, temperatura y compuestos químicos, cumpliendo con los límites ambientales aplicables. Una gestión adecuada protege el medio ambiente, evita problemas en la planta de tratamiento y contribuye a la sostenibilidad de la cervecería.
Temas complementarios
Esta sección agrupa temas complementarios de importancia para la industria cervecera que no pertenecen directamente a las áreas principales del proceso. Está pensada como un espacio abierto y flexible, que irá creciendo con nuevos contenidos técnicos relacionados con la producción, calidad, seguridad y gestión cervecera.


Control de calidad
El control de calidad permite verificar que las materias primas, insumos de producción, fluidos de utilidades, procesos intermedios y cerveza final cumplan con los parámetros establecidos. Incluye análisis físico-químicos, microbiológicos y sensoriales, fundamentales para garantizar la consistencia, seguridad, estabilidad y conformidad del producto.

Micotoxinas en cereales
Las micotoxinas en cereales son contaminantes producidos por ciertos hongos que pueden afectar la seguridad y calidad de los cereales. Su control es especialmente importante, ya que estas sustancias resisten el procesamiento cervecero y pueden llegar al producto final. La prevención, análisis y control de estos contaminantes son fundamentales para garantizar la inocuidad de la cerveza.

Insumos de producción cervecera
Los insumos de producción cervecera comprenden todos los materiales necesarios para fabricar, acondicionar y proteger la cerveza, así como para controlar el proceso productivo. Se clasifican en materias primas, ingredientes funcionales, materiales auxiliares de proceso, materiales no alimentarios y materiales de empaque. Su correcta clasificación, control y trazabilidad son fundamentales para garantizar la calidad, seguridad y conformidad del producto.

Normas y herramientas de gestión más utilizadas en la industria cervecera
Las normas y herramientas de gestión ayudan a las cervecerías a organizar sus procesos, asegurar la calidad, proteger la inocuidad del producto, reducir impactos ambientales y mejorar la seguridad operacional. Su implementación permite estandarizar prácticas, controlar riesgos, promover la mejora continua y demostrar conformidad frente a clientes, autoridades y organismos de certificación.

Manejo y Dosificación de Levadur
Se enfoca en la importancia del control y dosificación correcta de la levadura para el éxito de la fermentación.


Normas ISO de Gestión
Importante para destacar las normas de gestión y calidad que garantizan la eficiencia y conformidad en el proceso de producción.
ARTÍCULOS




Socios
Conocimientos y experiencia en diversas áreas del proceso de producción



Meet Our Leadership

Joanne Williams
Founder

Fred Buster
Director OPS

Lisa Hoffman
Director HR
Would you like to start a project with us?
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis, pulvinar dapibus leo.